

(1)模孔加工设备
环模模孔加工设备主要有:自动多工位钻床、单头手工钻、单头自动钻等设备。自动多工位钻床常见的有:8~12工位的立式或卧式钻床和4~8工位高速注油深孔枪钻。
手工钻分度输入误差大,高减速比的分度机构也能保证分度的精度,但钻孔速度控制不好,模孔粗糙度差:自动单头钻有高的分度精度、严格控制的钻削速度和排屑机制,模孔质量好;双头或多头自动钻,模孔质量好,生产效率高,但分度精度和孔间壁厚均匀性受设备安装精度影响大。加工MLlZL600环模模孔,模孔8000孔,四钻枪钻加工时间21小时,同等情况下,普通钻床加工时间为85~95小时左右。
普通钻床转速为6000r/min左右,模孔粗糙度为Ra3. 2~6.3μm。
本试验主要在某颗粒机集团进行,采用JXION-TLM德国生产枪钻,保证了环模模孔的位置精度及表面粗糙度,从而使环模的产量得到了有效的提高。该枪钻加工环模外径400~1200mm,环模孔径1.2~3.0mm,转速可达20000 r/min,模孔粗糙度可达Ra0.4~0.8μm
(2)计算开孔率
JXION-TLM多工位自动枪钻采用电脑排孔软件包软件模拟环模材料强度校核。
环模孔的排列方式有两种方式:
开孔率计算:
A方式排列开孔率:如果设小孔的直径为d,小孔与小孔之间的壁厚为a,环模开孔率为v,则v≈0. 9(12/(d+a)2;
B方式排列开孔率:如果设小孔的直径为d,小孔与小孔之间的壁厚为a,环模开孔率为v,则v≈0.-78d2/(d+a)2;
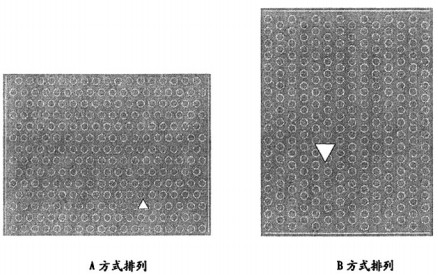
A方式排列丌孔率大于B方式排列丌孔率,颗粒机产量高。
(3)编制环模钻模孔程序卡
1)输入环模内径、工作宽度、模孔直径,确定钻头直径。
2) aIXION (102 104 105)编程参数计算
边距A=[环模边厚(距>+到边距离(边距C)环模外圆内端面到基准面尺寸
边距B=排间孔距
边距C一到边距离
边厚=环模的外圆内端面到基准面的尺寸
3)进给速度
在钻头_丌始前进的过程中,当大臂部分向前的时候可以用进给120mm/min的速度,
当钻头部分向前时,要选用的速度:
①当钻头前进: 进给速度-70~50mm/min
②当看不到钻头尖部: 进给速度-50~30mm/min
③当看不到整个钻头: 进给速度-30~10mm/min
④当钻套与换模间缓冲: 进给速度≤8mm/min
4)根据参数,生成环模钻模孔程序卡。
(4)输入程序加工模孔
(5)模孔沉孔
采用环模倒角机对环模模孔进行倒角,倒角后进行去毛刺处理。
(6)模孔沉角
针对制粒特性而设计的沉孔,称之为工艺沉孔:针对物料特性而设计的沉孔,称之为工作沉孔。
沉孔孔径计算:沉孔孔径中D等于模孔直径①d+0. 5mm,另外也可针对特殊的物料或客户的要求而定:
沉孔深度计算:工作沉孔深度H根据颗粒机功率、孔径及压缩比而定,也可根据客户的特殊要求而定。
采用环模沉孔机加工沉孔。
发布时间: 05-20-2023