

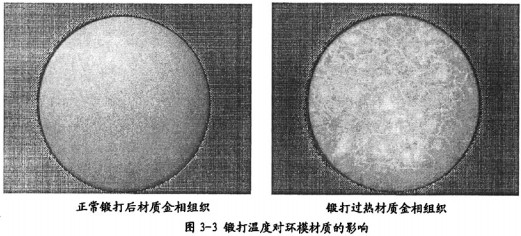
由上图可以看出,环模毛坯锻造时加热温度过高和时间过长,锻坯呈黄白色,温度超过1200℃,此时锻坯易出现表层过烧,整体过热,组织粗大品粒不均匀现象。加热过程中因温度不均匀使锻件过热或局部过烧造成品粒粗大、锻坯的均质性差。锻件尺寸越大,这种现象就越严重。在随后的热处理工艺中难以消除这种缺陷,也是造成环模开裂的常见原因。
冷加工工艺对环模模孔质量的影响
切削转速直接影响环模的表面粗糙度,切削转速越大,表面质量越好。采用枪钻钻环模孔时,环模孔径和转速对表面粗糙度的影响:
由图可以看出,采用枪钻加工环模模孔,模孔真径为Ø5mm时,主轴转速为3000r/min时,表面粗糙度为1.6 u m;转速为5000r/min时,表面粗糙度可达到0.8μm。
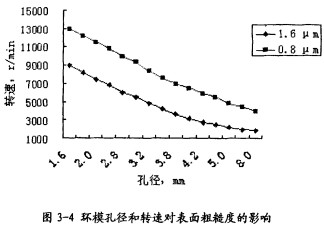
采用枪钻加工环模模孔,模孔直径为Ø1. 6mm时,转速为9000r/min时,表面粗糙度为1.6 u m;转速为13000r/min时,表面粗糙度可达到0.8 pm。
对于普通钻床,一般最高转速为3000~5000r/min,加工出的表面质量较差,加工小孔径环模时,由于粗糙度不合格,在环模的带料试验中无法出料。
热处理加工工艺对环模质量的影响
淬火温度对环模硬度和冲击韧性的影响
(1) 4Cr13材料的奥氏体化温度为1000℃左右,环模的最终加热温度(气淬温度)应比此值高一点以形成奥氏体组织。如果环模的真空气淬温度较高,则热处理后的硬度就会较高,但也极易形成淬火裂纹。而且在高温的真空环境里,高铬不锈钢内的合金元素如Cr、Mn等的蒸发量会加大,从而可能降低了坏模的力学性能。因此环模的真空气淬温度不能太高。
淬火温度对环模硬度的影响见下图。
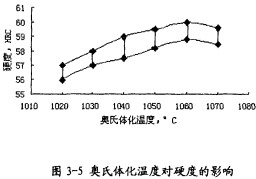
从图可以看出4Cr13环模的淬火温度从1020℃提高到1060℃,其硬度随着加热温度的提高而上升。
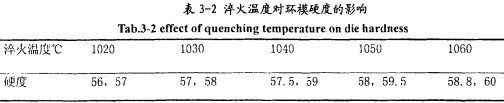
淬火温度从1030。C上升到1050,硬度可提高1~1.5HRC。
(2)奥氏体化温度对冲击韧性的影响
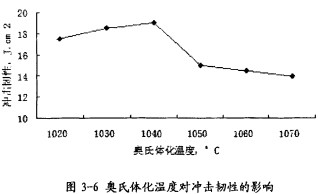
淬火温度从1040℃上升到1060℃淬火,硬度虽然较高,但冲击韧性下降明显,热应力太大,极易产生淬火微裂纹。所以,采用1040℃淬火最为合适。
真空淬火对环模模孔粗糙度的影响
环模孔的粗糙度在真空气淬后基本上不降低,枪钻加工后料糙度为0.8μm,经检验,热处理后的粗糙度仍然为0.8μm;枪钻加工后后粗糙度为1. 6μm,经检验,热处理后的粗糙度仍然为1.6μm。Ra值和热处理前相比,基本不降低。
3.4.3回火温度对环模硬度和冲击韧性的影响
环模的使用性能是个综合性的问题,如硬度太高,虽然耐磨性很好,但脆性很大,在使用中容易丌了。而硬度太低,由于容易使模孔形成扩孔及坏模与压辊工作面产生磨损,影响使用寿命。4Cr13环模具有高强度和高耐磨性,但也有很大的裂纹敏感性,所以淬火后的回火相当重要。
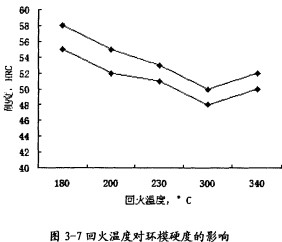
(1)回火温度对环模硬度的影响
高温回火,综合力学性能提高,但硬度比回火前下降;中温回火,硬度也较回火前稍有下降,但获得高的屈强比、弹性极限、韧性;低温回火,能保持淬火马氏体的高硬度和高耐磨性,同时降低淬火应力和脆性。
4Cr13颗粒机环模的淬火后回火温度对硬度的影响见下表。
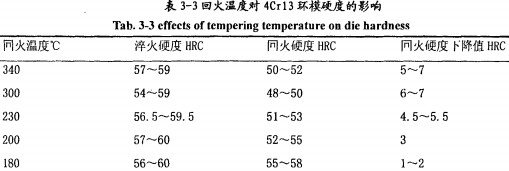
从结果来看,180℃回火,环模硬度很高,脆性很大,极易使环模产生裂纹。300℃是回火曲线中的低谷,不宜采用。340℃回火,环模的硬度偏低,会影响其寿命。合适的回火温度应控制在200℃左右,环模的最终使用硬度在52~55HRC,左右,这样,既可以保证环模不丌裂,又可保证模孔和工作面的磨损很小,使环模的使用寿命大大提高。
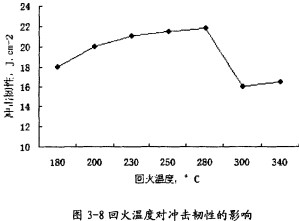
(2)回火温度对环模硬度的影响
4Cr13的第一类回火脆性区的温度范围为300℃~370℃,第二类回火脆性区的温度范围为450℃~600℃。为保证环模在回火后仍能保持较高的硬度,同时又要避开回火发生脆性的温度区,环模采用200℃低温回火较合适。
发布时间: 05-10-2023